With each new individual who discovers a passion for the arc there is a pressing need to develop synchronicity within the industry through the use of standards.
Weld test standards.
What is a standard.
When impact testing is required the minimum thickness has been reduced from 12mm to 6mm.
The requirements for approvals are determined by the relevant application standard or as a condition of contract table 1.
Simply stated a standard is a document used repeatedly as a rule guideline or definition.
Non destructive weld testing standards cover multiple possible methods of testing welds or metallic materials.
Estone 7 piece fillet weld set gage gauge welding inspection test ulnar mm inch mg11 several pieces of equipment are required for visual weld quality testing.
American welding society aws standards.
Non destructive testing analysis techniques are used for qa evaluations research in cases where the product is expensive or unique failure analysis and so on.
The american welding society aws publishes over 240 aws developed codes recommended practices and guides which are written in accordance with american national standards institute ansi practices.
Methods for destructive testing of welds in metal method 2 3.
The welding world is growing at an exponential rate.
Methods for destructive testing of welds in metal method 2 2.
When setting up a new resistance spot welding process optimum parameters must be sought usually using a standard as a guideline and the weld quality must be verified this is done by destructive testing.
Welding recommended practices reflect the recommendations of some of the most knowledgeable professionals in the field with the purpose of helping people improve the practical implementation of.
Transverse joggle butt tensile test.
The following is a partial list of the more common publications.
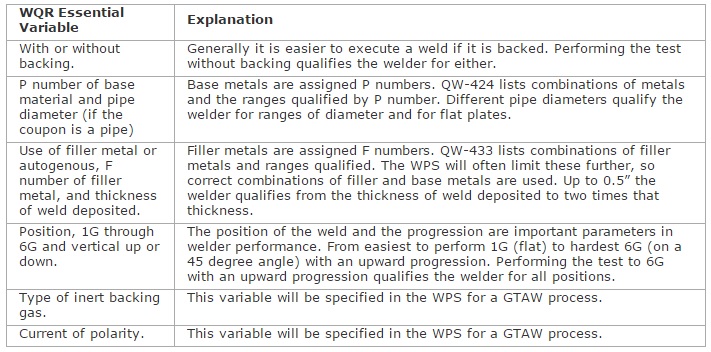
The test may be performed with or without a qualified welding procedure note without an approved welding procedure the welding parameters must be recorded.
Subject matter covered in actual aws and other welding examinations include.
Specifications approval of welding procedures mechanical testing en iso 15614 1 adopts the same mechanical test as en288 3 except that the bend test minimum former angle has been increased from 120q to 180q and fillet welds require a minimum of 4 macros.
Methods for destructive testing of welds in metal part 2 2.
Shielded metal arc welding flux cored arc welding self shielded and submerged arc welding the arc welding processes protected by flux along with the gas shielded processes such as gas tungsten arc welding.
It is used to check fillet leg size checking fillet throat size.
Fillet weld gauge is an essential weld quality testing tool.